MIL-M-80215
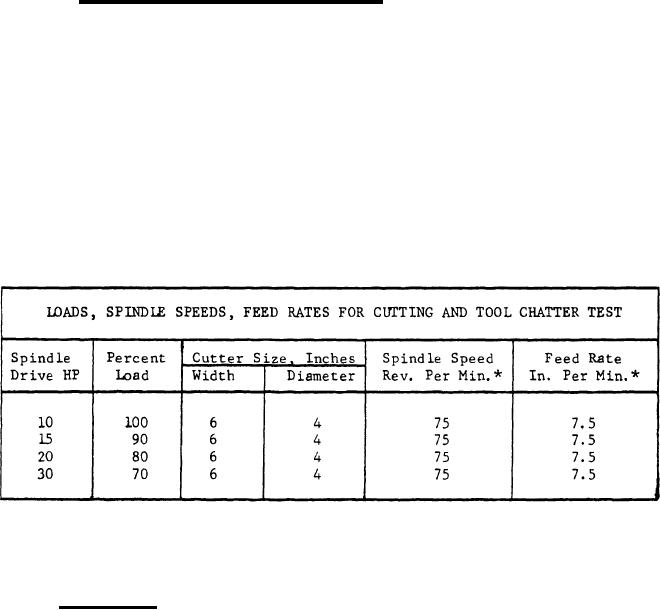
4. 5.4 Metal removal and tool chatter test. A metal removal and tool
chatter test shall be performed consisting of a roughing cut on the hori-
zontal surface of the workpiece, using a high speed steel slab mill, with
loads and speed as shown in Table 111. Axial adjustment of the spindle
and arbor shall be suitable for continuous operation of the machine. The
electrical load during test may be determined at the discretion of the
supplier by the load meter specified in 3. 11 or by a voltmeter and ammeter
with accuracy within two percent. The resultant metal removal rate shall
be not less than 0.65 cubic inch per minute per horsepower used in the cut.
The surface of the workpiece, after the cut, shall show no evidence of tool
chatter.
TABLE III
* Variation of plus or minus 10 percent in speed and feed rate permissible.
Use of 2 cutters permissible in tests of 20 and 30 HP spindle drives.
4,5.5 Tracer test. When a rise and fall tracer system is furnished, the fol-
lowing test shall be performed. Using an aluminum alloy workpiece not less
than 3 inches wide and of suitable length and depth, and a slab mill of suitable
design, the tracing capability shall be evaluated by trace-cutting the full
length of the workpiece as follows: The workpiece shall be milled horizontally
for its full length except that two plunge cuts shall be made, leaving each
plunge cut between two horizontal milled surfaces. One of the plunge cuts
17
For Parts Inquires call Parts Hangar, Inc (727) 493-0744
© Copyright 2015 Integrated Publishing, Inc.
A Service Disabled Veteran Owned Small Business